

Introduction: Why PLC Programming Matters
If you’ve ever found yourself knee-deep in PLC programming issues at 2 AM, you know it’s the backbone of modern industrial automation. Whether you’re in automotive, food production, or pharmaceuticals, PLCs ensure that everything runs smoothly and safely. These little workhorses control machinery, manage production lines, and help industries maintain efficiency.
Industries heavily rely on PLCs for automation solutions. Automotive plants use them for precision in assembly lines, while the food and beverage sector utilizes them for filling and packaging tasks. Even chemical plants depend on PLC programming for precise process controls. It’s everywhere!
I’ll never forget my first dive into PLC programming. Fresh out of university, tasked with fixing a bottling line that kept spitting out errors. It was a Siemens S7-1200, and frankly, I was terrified. Spent hours fiddling with ladder logic until, finally, every bottle came out perfectly capped. That moment you hit ‘RUN’ on a successful program—that’s why PLC programming matters.
Understanding the Basics of PLCs
What is a PLC?
Let’s break it down. A PLC, or Programmable Logic Controller, is essentially a specialized computer used to control machinery and processes. It’s designed to be robust, capable of withstanding harsh industrial environments, and adaptable to a wide range of control tasks.
Key Components of a PLC System
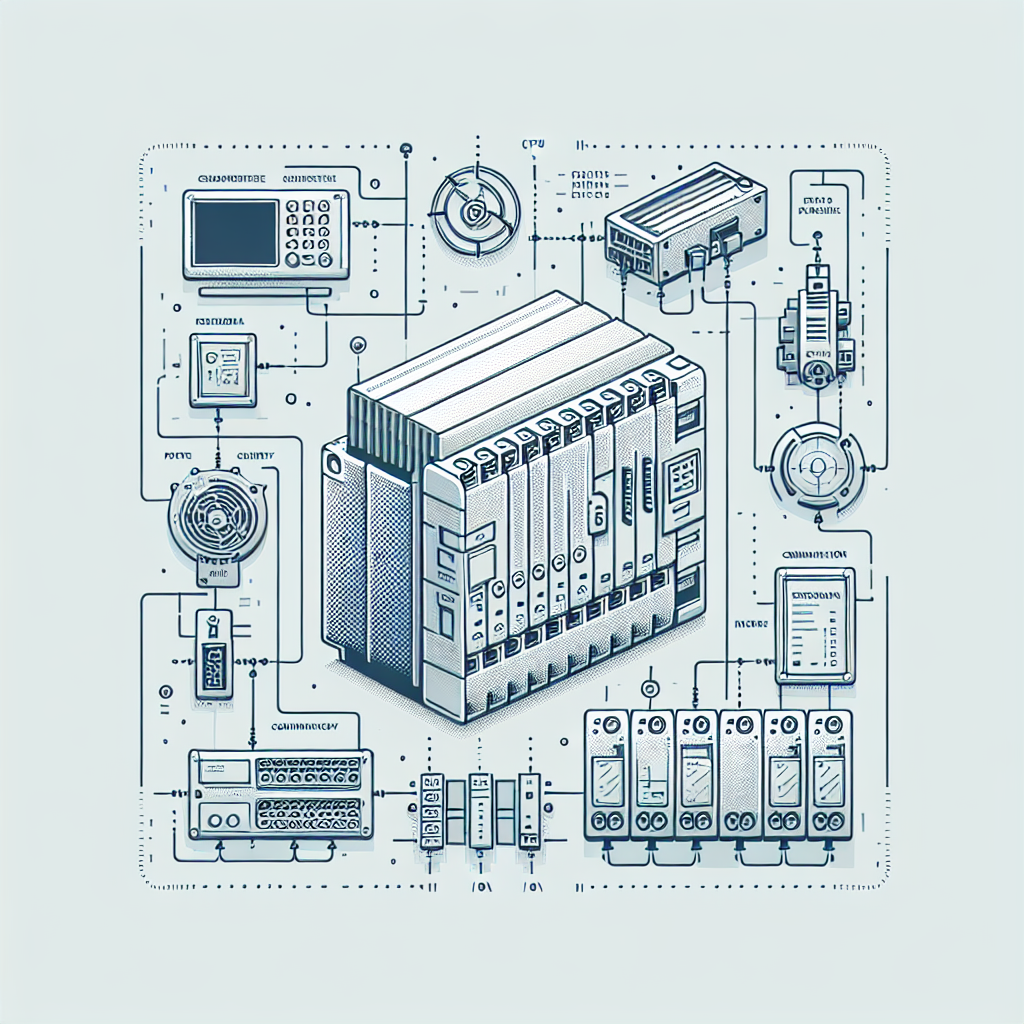
PLCs comprise several key components: the processor (CPU), power supply, input/output (I/O) modules, and a communication interface. The CPU executes the program stored in its memory, the I/O modules connect the PLC to field devices, and the communication interface links to other systems or networks.
Common PLC Brands and Models
You can’t talk PLCs without mentioning the big players. Siemens, Allen Bradley, and Mitsubishi are industry giants. Siemens’ S7-1200 and 1500 series, Allen Bradley’s CompactLogix and ControlLogix, and Mitsubishi’s FX/Q series are all popular choices. Each brand has its quirks, but all serve the same fundamental purpose—automation!
Siemens PLCs are known for their integrated system approach and are heavily used in Europe. Allen Bradley, by Rockwell Automation, is favored in North America due to its user-friendly interface and extensive support. Mitsubishi PLCs, meanwhile, are often the go-to in Asia for their cost-effectiveness and reliability.
Now, understanding these systems involves knowing both the hardware and software aspects. Hardware includes all the physical components, while software refers to the programming environment where you write and test your logic. The primary languages for PLC programming are Ladder Logic, Function Block Diagram (FBD), and Structured Text (ST).
Pro Tip: “From my experience, getting comfortable with Ladder Logic first can make learning other languages like FBD and ST much easier.”
Getting Started with PLC Programming
Setting Up Your Development Environment
You’ll need a few tools to get started with PLC programming. First, a reliable PC with the right software—such as Siemens TIA Portal or Rockwell’s Studio 5000. Make sure your PC has enough RAM and processing power to handle these applications. I personally prefer a dual monitor setup; it helps keep all the information right in front of you.
Basic Ladder Logic Programming
Ladder Logic is often the first language programmers learn. It’s visual and resembles electrical relay logic diagrams. Start with simple tasks, like turning on an output when an input is activated. A basic rung might look like: When ‘switch A’ is closed, ‘lamp B’ turns on. Simple, but powerful.
Uploading Your First Program
Once you’ve written your program, it’s time to upload it to the PLC. Connect your PC to the PLC using a communication cable—often an Ethernet or USB cable. Follow your software’s instructions to download the program to the PLC. Then, hit ‘RUN’ and watch your logic come to life.
Tools like simulators are lifesavers when you’re starting out. Most development environments have a simulation mode. Use it to test your programs before deploying them on real hardware. Trust me, it saves you from costly mistakes.
Advanced PLC Programming Techniques
Structured Text and Function Block Diagrams
As you get comfortable, you’ll want to explore other languages like Structured Text (ST) and Function Block Diagrams (FBD). ST is similar to programming languages like Pascal and makes handling complex algorithms easier. FBD, on the other hand, is great for process control and is often used in industries like HVAC for its intuitive block-based approach.
Implementing PID Control
One advanced technique involves PID control—Proportional, Integral, Derivative. It’s essential for maintaining stable process variables, like temperature and pressure. Integrating PID loops requires understanding the process dynamics and tuning the PID parameters for optimal performance. I’ve spent many nights tweaking PID settings until the system stabilizes.
Data Logging and Remote Monitoring
Data logging is crucial for performance analysis and troubleshooting. Set up your PLC to record key data points, which you can later analyze to optimize processes. Additionally, remote monitoring allows you to oversee operations without being physically present, often using SCADA systems or IIoT platforms.
Pro Tip: “Use data logging to track downtime and troubleshoot recurring issues. It’s saved me countless hours on the plant floor.”
There you have it. A guide to your first steps in mastering PLC programming. It’s a journey filled with challenges, but also rewarding breakthroughs. As you progress, you’ll find that the techniques and tips shared here can become invaluable tools in your toolkit.
Troubleshooting Common PLC Issues
When it comes to PLC programming, the real test often comes during troubleshooting. Whether you’re dealing with communication failures, I/O module errors, or unexpected program behavior, knowing how to diagnose and resolve these issues is crucial. Let’s break down some of these common challenges.
Communication Failures
Communication failures can bring operations to a standstill. Trust me, I’ve been there at 2 AM when suddenly nothing works. Most of these issues boil down to network problems. Check connections first—loose cables or improper terminations can cause havoc. Make sure your Ethernet switches are configured correctly. Furthermore, ensure your PLC has the correct IP settings matching your network’s architecture.
I/O Module Errors
Hardware faults in I/O modules can be tricky. If an I/O module is flagged, start by checking for physical damage or disconnected wires. I’ve found that simply reseating the module in its slot can sometimes solve the problem. However, if that doesn’t work, you may need to replace the module. Keep spares handy, and always verify the module configuration in the PLC program.
Unexpected Program Behavior
Nothing’s more frustrating than seeing your PLC behave unexpectedly. The real trick is to systematically debug your program. Use breakpoints and watch variables in the PLC software to track down the issue. Additionally, compare the current logic to the intended sequence. Sometimes it’s just a small oversight like a missing rung or a logic inversion.
For more detailed troubleshooting techniques, check out our PLC Troubleshooting Guide.
Common Mistakes to Avoid
During my years on the plant floor, I’ve seen many recurring mistakes in PLC programming. Let’s dive into a few and how you can avoid them:
1. Overcomplicating Logic
It’s easy to fall into the trap of making your ladder logic more complex than it needs to be. I remember a time when a simple start/stop circuit had 20 rungs because the programmer tried to account for every possible scenario in one go. Keep it simple. Break complex operations into smaller, manageable sections.
2. Neglecting Documentation
Good documentation is crucial. I once took over a project with zero comments in the code. It was a nightmare to decipher someone else’s thought process. Document your work thoroughly. Future you (or another engineer) will thank you.
3. Ignoring Redundancy and Error Checking
Always include redundancy and error checking. I’ve seen PLCs being blamed for a failed batch when the root cause was a broken sensor that went undetected. Implement checks for sensor failures and redundancies in critical areas.
4. Skipping Simulation
Skipping simulation to save time often results in more time lost fixing errors post-deployment. I’ve learned the hard way that a few hours spent on simulation can save you days of troubleshooting later. Test thoroughly in the virtual environment before going live.
5. Overlooking Future Expansion
Programming without considering future upgrades is a common pitfall. A plant I worked with needed to double its production line, but the original PLC program wasn’t scalable. Always design with future expansion in mind. It’ll save you a complete overhaul later.
Best Practices for Efficient PLC Programming
Code Organization and Documentation
Keeping your PLC code organized is vital. I personally prefer to use clear, hierarchical naming conventions for variables and subroutines. Moreover, detailed documentation helps when you or someone else revisits the project later. Trust me, it’ll save you headaches down the line.
Version Control and Backup Strategies
Use version control systems like Git for your PLC projects. While it might seem cumbersome at first, it allows you to track changes and revert if something breaks. Additionally, regular backups prevent data loss. I recommend doing daily backups during active project development.
Continuous Learning and Skill Improvement
PLC technology evolves quickly. Consequently, staying updated is key. Participate in webinars, online courses, and follow industry blogs. For instance, Siemens and Rockwell regularly publish updates that are worth subscribing to.
Frequently Asked Questions
What’s the best PLC brand for beginners?
Honestly, I think Siemens S7-1200 is great for beginners. It’s user-friendly and has ample resources online. However, Allen Bradley’s CompactLogix is also a solid choice if you’re planning to work in environments that predominantly use Rockwell systems.
How do I choose the right PLC for my project?
Consider your project’s specific needs: I/O count, communication requirements, and future expansions. Additionally, look into the software ecosystem. Some brands offer better support and integration with other devices, which might be crucial for your application.
Can I program a PLC without prior coding experience?
You can! PLC programming often uses ladder logic, which is graphical and logic-based. It’s more about understanding control logic than raw coding skills. However, learning some basics of structured text programming can greatly enhance your capabilities.
What’s the difference between PLC and PAC?
PLCs are designed for discrete event control and are highly reliable. PACs (Programmable Automation Controllers), on the other hand, offer more computational power and flexibility, often used in complex and integrated systems. Think of PACs as PLCs on steroids.
How important is it to learn multiple PLC languages?
It’s quite beneficial. While ladder logic is widely used, knowing structured text or function block diagrams can give you an edge, especially in more complex projects. Moreover, some problems are easier to solve in one language over another.
Pro Tip: “Don’t overlook the power of structured text for complex calculations and algorithms. It can simplify your logic significantly.”
Key Takeaways
In the world of PLC programming, understanding both the basics and advanced techniques is essential. We’ve covered everything from troubleshooting common issues to best practices. Don’t shy away from experimenting with different PLCs. The way I see it, hands-on practice is the key to mastering these skills.
Whether you’re just starting or refining your expertise, remember that PLC programming plays a pivotal role in automation. Keep learning, keep experimenting, and you’ll continue to grow in this ever-evolving field. And if you need more insights, don’t forget to check other articles on industrialgyan.com. Happy programming!

I am an electrical & automation engineer with extensive experience in Design, PLC programming, SCADA development, and IoT integration. I have a strong background in the industry, focusing on the Design & Development of Hardware, Software &Industry 4.0 technologies, and the integration of intelligent manufacturing systems.
I have a deep understanding of electrical principles and am proficient in various programming languages, including Ladder Logic, Structured Text, and Python. In addition, I have experience with various PLC, SCADA & IoT technologies and a track record of successful integration projects for various clients.